

手機:17798235881
網(wǎng)址:m.wtszhly.com
地址:武漢市東湖高新開發(fā)區(qū)佳園路18號鼎新工業(yè)園2號樓
生產(chǎn)基地:武漢市黃陂區(qū)橫店瑞豐工業(yè)園
激光表面加工與激光打標(biāo)的關(guān)聯(lián)
過去幾十年間,激光打標(biāo)產(chǎn)業(yè)取得了顯著的發(fā)展。現(xiàn)在,全球已經(jīng)有大量服務(wù)于各個行業(yè)的激光打標(biāo)系統(tǒng)供應(yīng)商。這個市場最重要的變化是推出了低功率脈沖光纖激光器,現(xiàn)在已經(jīng)發(fā)展到幾乎每個供應(yīng)商都能在其產(chǎn)品供給范圍內(nèi)提供這類光纖激光打標(biāo)設(shè)備。這些激光器的波長通常屬于1070nm左右的近紅外(NIR)范疇,非常適用于多數(shù)金屬產(chǎn)品的打標(biāo),因為與波長較長的CO2激光器相比,這種波長的反射率更低。
但即便在這一波長范圍內(nèi),不同金屬打標(biāo)的難易也不盡相同。鋁、銅及其合金被廣泛用于幾乎每個行業(yè),這些材料均可采用激光打標(biāo),但想在低熱條件下在這類金屬上打出肉眼清晰可見的深色標(biāo)記,有時依然會有難度。另外,一種已證實的技術(shù)表明,高透射材料通常可在不與意外非線性特性相關(guān)的脈沖寬度內(nèi)以最低損傷完成打標(biāo)和微造型等加工。
激光表面加工
在廣泛的工業(yè)激光材料加工領(lǐng)域,激光表面加工這一術(shù)語通常被用于描述一系列采用連續(xù)波(CW)、功率為數(shù)千瓦的近紅外激光源的加工活動。然而,以上工藝與本文所描述的可被視作為微米和納米級表面應(yīng)用的技術(shù)完全不同。已經(jīng)采用短脈沖皮秒(10-12)和飛秒(10-15)超快激光器開發(fā)了許多這類工藝,針對非熱機制如何對表面進行改性加工,也已發(fā)表過許多文章。
這些工藝的主要缺點是:即便屬于這類激光器門類中的低功率系列產(chǎn)品,它們的投資與運行成本仍然很高。由于加工速度通常取決于激光器的平均功率,對于大多數(shù)工業(yè)激光用戶而言,實際表面覆蓋率條件下的激光加工成本可能太高。最近,成熟的納秒級脈沖光纖激光器的范圍已擴展到亞納秒級,隨之而來的是以數(shù)量級增加的峰值功率能力。因此,這有可能開發(fā)出一種采用具成本效益的長皮秒激光源的新型激光表面加工工藝。
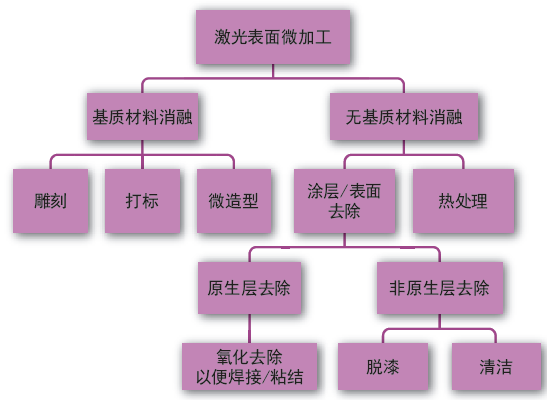
圖1:根據(jù)業(yè)內(nèi)廣為接受的術(shù)語以及所涉及的主要物理機制,提出的一系列不同層次的激光表面處理工藝。
雖然這些技術(shù)通常被稱為激光微造型,從機械角度來看,這些工藝與激光打標(biāo)息息相關(guān),因為它們局限于對部件的表面處理,通常需要結(jié)合采用激光消融與熔融工藝。圖1嘗試著用行業(yè)廣為接受的術(shù)語以及所涉及的主要物理機制,來對這種范圍廣泛的工藝進行分類。
近紅外光纖激光器
光纖激光器為人廣泛所知的優(yōu)勢,確保它們在圖1所示的大多數(shù)應(yīng)用中成為占主導(dǎo)地位的近紅外激光光源選擇方案。當(dāng)然,脈沖光纖激光源憑借高平均功率(高達4kW),開啟了激光清潔和激光脫漆的應(yīng)用。此處所用的新型光纖激光器的脈沖持續(xù)時間范圍為0.15~5ns、峰值功率可達0.5mW,每平方米的亮度<2,在平均功率最高達30W的條件下,脈沖重復(fù)率超過1MHz。本文旨在增進對微米級激光功能的了解,這類激光用于通常被認(rèn)為是難以采用標(biāo)準(zhǔn)紅外波長進行打標(biāo)的材料,如銅和玻璃等材料的表面微造型或打標(biāo)。
激光微造型與激光打標(biāo)分析
通過一定方式改變激光打標(biāo)表面區(qū)域,使之與未打標(biāo)區(qū)域形成視覺上的對照,這使激光標(biāo)記變得有用。在此不僅列出了一些早期結(jié)果,還采用先進的分析手段對金屬和玻璃表面的激光微造型工藝進行深入的特性描述和刻畫。
筆式表面輪廓儀也許是量化表面形貌最有名、應(yīng)用最廣泛的技術(shù),因此,選用了該技術(shù)對激光處理進行初步評估。表面形態(tài)學(xué)對更普遍的表面特性與形狀進行定性、定量描述,成像技術(shù)在這里更為有用。因而,選用了共聚焦激光掃描顯微鏡的二維和三維圖像。
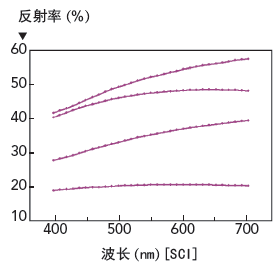
圖2: 利用高峰值功率、亞納秒光纖激光器加工裸鋁材料的反射效果。
先進的分光光度計被廣泛應(yīng)用于量化表面顏色。通過對從可見光譜上的多點表面上的反射光進行分析能夠?qū)崿F(xiàn)這一目標(biāo),無論是否包含高光元素,都可形成反映各表面特性的獨特反射曲線。這些儀器也被廣泛用于測量表面的L*值或表面顏色的深淺。現(xiàn)在,這種技術(shù)是量化激光對各種消費品的打標(biāo)效用時必不可少的工具。這些反射曲線和L*值被用來量化高峰值功率、短脈沖型光纖激光器(圖2)在鋁、銅和玻璃這三種具有挑戰(zhàn)性的材料上的效用。
鋁材的激光表面處理或微造型
對于鋁質(zhì)材料來說,其自然氧化層具有吸濕性,且厚度會隨時間增大。所以,去除這層粗糙的受污染的氧化層,以暴露下層鋁材,可能足以形成充足的對比度。另一個比較復(fù)雜的因素是,下層鋁材的熔融或消融程度會顯著影響標(biāo)記的外觀。仔細調(diào)整激光器的參數(shù),可以產(chǎn)生更為光亮的表面,以展現(xiàn)出對比度提高的熔融效果。通過使用~1mJ的脈沖能量,可以在鋁材上形成色澤較深、氧化程度高的表面,但是,如果想要獲得低的L*值,同時又能夠獲得堅固的、非易碎型的表面,使得標(biāo)記的外觀不會隨著觀察角度的變化而改變,則需要對工藝進行仔細的控制。提高消融水平以形成微粗糙表面,也可以獲得顏色更深、吸收性較高、L*值較大的表面(圖3)。所顯示的表面尺寸均<10μm,表面粗糙度(Ra)遠低于<5μm。
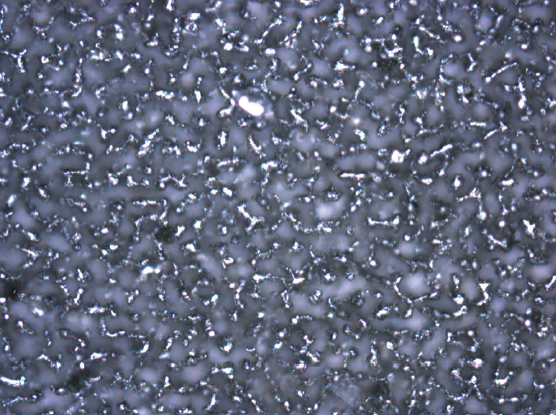
圖3:用5ns、75μJ的激光器處理的深灰色鋁材表面,放大倍數(shù):200X。
從鋁表面去除陽極化涂層是一種廣泛使用的技術(shù),相同的規(guī)則也適用于在基板上應(yīng)用激光——熔融性強便意味著能夠產(chǎn)生更具反射效果的表面。不管是裸鋁材還是陽極化鋁材,打標(biāo)速度均達到1-2m/s的高水平。最近,已經(jīng)開發(fā)出在特定陽極化涂層上的激光打標(biāo)技術(shù),使用低納秒、亞納秒光纖激光器可以獲得<30的L*值,盡管其打標(biāo)速度比上述方式要低得多。
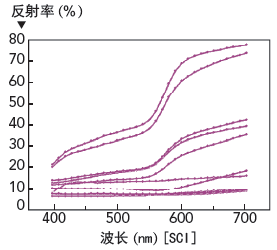
圖4:用0.15納秒和1納秒脈沖處理的 0.8mm厚的銅質(zhì)材料的表面效果。
銅質(zhì)材料的激光微造型或打標(biāo)
對銅質(zhì)材料進行激光拋光以形成對比是相對較為熟知的方法,但是,因為這種金屬與生俱來具有的高反射率,要獲得深色的標(biāo)記通常會更具難度。IPG光子公司硅谷技術(shù)中心(SVTC)開發(fā)出了這類技術(shù),可在銅質(zhì)材料表面產(chǎn)生L* 值<30的深色表面。如圖5所示,通過與拋光前的表面粗糙度對比,可以看出經(jīng)激光處理表面的粗糙度差異(<1μmRa)。但表面結(jié)構(gòu)更為復(fù)雜,表面區(qū)域得到了極大改善,從而形成了高吸收性表面。這從圖4可以看出。
圖5最右側(cè)部分是未經(jīng)激光處理的拋光區(qū)域,左側(cè)則是激光處理過的區(qū)域。這些特征與鋁質(zhì)材料上形成的特征相比,要小一個數(shù)量級(圖3)。所獲得的表面結(jié)構(gòu)支持了非線性、等離子控制過程的假設(shè),而不是傳統(tǒng)的熱去除材料的過程。進一步的相關(guān)證據(jù)是,同樣的激光參數(shù)可用于處理20μm厚的銅箔,而不會造成材料變形,盡管使用的是平均功率為28.5W的亞納秒激光器。
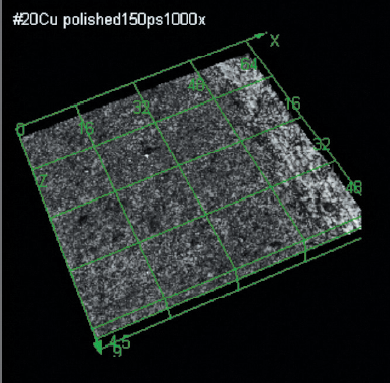
圖5:用150皮秒脈沖處理的銅質(zhì)材料。
玻璃的激光微造型或打標(biāo)
出乎意料的是,與用于銅質(zhì)材料幾乎相同的參數(shù)也可應(yīng)用于無涂層硼硅酸鹽玻璃上下層表面的打標(biāo)。這進一步支持了有關(guān)非線性吸收是由于高峰值功率光纖激光器的影響而產(chǎn)生的假說。檢查劃片區(qū),可以看到“龜裂”情況非常有限,裂紋<10μm,表面粗糙度<5μmRa。圖6顯示了低倍鏡下的劃線及非開裂狀況。
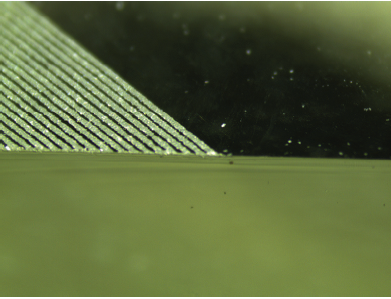
圖6:低倍鏡下,處理過的銅質(zhì)材料上的劃線以及非開裂狀況。
這個過程中最有趣的結(jié)果如圖7所示。其中,玻璃表面的反射率可以通過改變掃描參數(shù)進行嚴(yán)密控制。
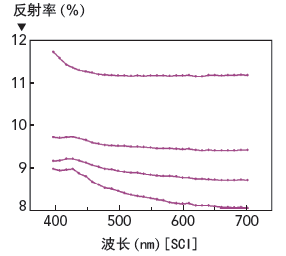
圖7:經(jīng)掃描速度為1–1.5m/s的150皮秒激光處理的無涂層硼硅酸鹽玻璃的效果。
我們探索了如何量化激光打標(biāo)和微造型,并使用這些技術(shù)對鋁材進行激光打標(biāo)。我們還開發(fā)了對更具挑戰(zhàn)性的銅材和無涂層玻璃表面進行打標(biāo)的技術(shù),它清楚表明,未來還將會有適用于范圍更廣泛的表面結(jié)構(gòu)的工藝應(yīng)用出現(xiàn)。
銅材之間或與其它金屬之間的激光焊接一直是低功率熱傳導(dǎo)焊接領(lǐng)域的一項難題,這是因為同時存在固有的高反射率和擴散系數(shù),以及不一致的原生表面氧化層。事實表明,這種深色打標(biāo)技術(shù)在焊接銅時,可以提高一致性。作為正在進行的研究的一部分,通過激光束來改善和規(guī)范表面吸收性,這些精細構(gòu)造也可以提高銅或鋁與其它不同金屬之間的結(jié)合。
在相關(guān)案例中,采用了同樣的亞納秒激光器對金屬進行激光預(yù)處理,以便其隨后可與透射性聚合物粘合在一起。激光清潔表面所具有的優(yōu)勢,例如因激光預(yù)處理導(dǎo)致的表面積增加以及局部的激光加熱,促使特定金屬-聚合物組合的結(jié)合可輕松達到基材的強度水平。
最后,使用傳統(tǒng)激光掃描技術(shù)對光學(xué)表面的漫射或光散射能力是有保障的。正在考慮的應(yīng)用是控制眩光,這反過來又使加工物體更容易為人眼所見。這里所展示的性能顯著增強并且具有成本效益的光纖激光器的問世,使客戶能夠?qū)⒓す獯驑?biāo)從低成本應(yīng)用轉(zhuǎn)向附加值更高的打標(biāo)和微造型應(yīng)用領(lǐng)域。
